| 新聞資訊 | 發布日期:2020-12-5 發布者:91视频入口精(jīng)工 |
要在嚴峻的生產條件下,如在高(gāo)生產量和高生產速度(dù)下(xià),改(gǎi)進薄膜和片材的質量。將熔融樹(shù)脂形成一定形狀的模頭(tóu)在決定產品質量的方麵,如(rú)產品(pǐn)外觀、表麵粗糙度、厚度均勻性和由於滯留時間長和高溫引起(qǐ)的樹脂(zhī)降解方(fāng)麵起著重要的作用。
在這種情況下,模內的料流分析是(shì)必不可少的。模內的料流分析可預測模內的壓(yā)力分布,滯留時間分布和沿模頭寬度方向的流動速度的均勻性。模頭的形狀要隨(suí)應用而改變。
模內筒單(dān)流動
生(shēng)產平膜和片材廣(guǎng)泛使用T型和(hé)衣架(jià)式模頭。高質量產品要求厚度均(jun1)勻一致。圖2.3所示(shì)的T型模頭有一個集料管(guǎn),其(qí)沿(yán)寬度方向的橫(héng)截麵積恒定;而圖2.3所示的衣架式模頭也有一個(gè)集料管,其沿模頭寬度方向的橫截麵積一(yī)直(zhí)在減小。一般衣架式模頭比T型模頭的厚度均勻性更好,料流滯留時間更短。為了補償料流向集料管的阻力,模頭在中央的成型段長度比在端部的長度(dù)要長(zhǎng)。這限製了在模頭中間的料流並迫(pò)使聚合物(wù)熔體在整個寬度上均(jun1)勻分布。需要適當平衡集料管的大小和預成型段的長度及間隙,以保證樹脂分布均勻。
由於衣架式模頭的形狀,它在端部比在中央更不易移動。此外(wài),在模頭的中央比在端部受到聚合物內部的壓力麵積更大。模頭中(zhōng)央的壓力較高造成作用在(zài)模(mó)頭中央的彎矩比在端部(bù)的彎矩更高,並使模(mó)頭呈不均勻的蛤殼形。盡管必須盡一切努力保證料(liào)流從集料管進入最(zuì)終成型段(duàn)要均勻流動,但通常還(hái)通過調節模唇間隙或調節排(pái)來校(xiào)正厚度不一致的(de)地方。生產厚片時經常使用調節排,這裏調(diào)節模唇的(de)最終間隙對校正厚度不均不起作用。

一般來說,聚合物熔(róng)體通過進口孔在中央(yāng)進入模頭,並(bìng)通過集料管分布到模頭(tóu)的整個寬度。預成型段的間隙和長(zhǎng)度以(yǐ)及集料管(guǎn)的設計決定了料流的均勻性。
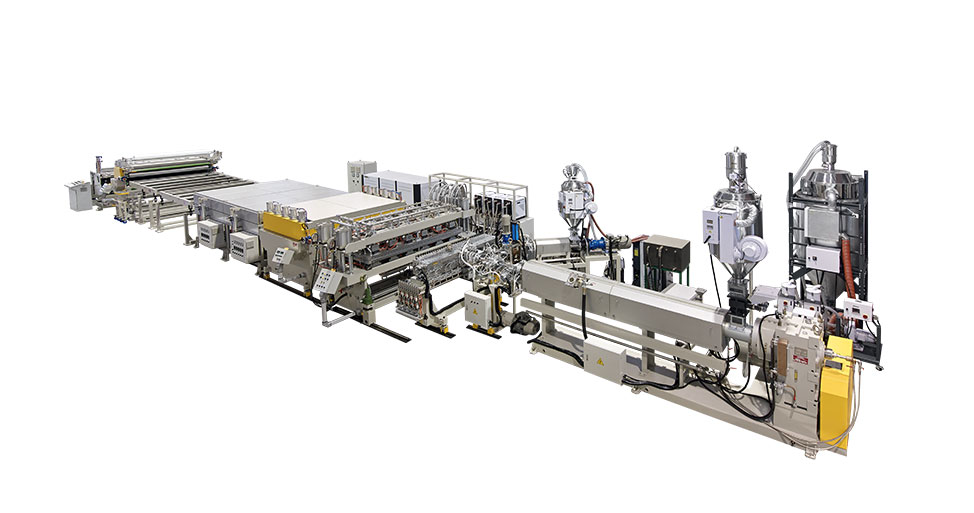
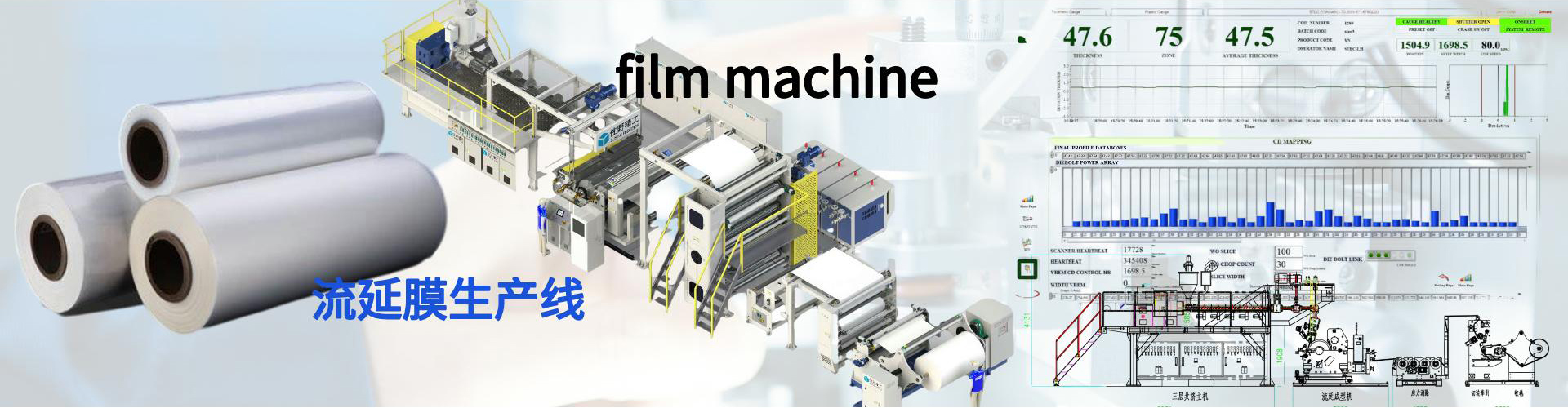
南京91视频入口精(jīng)工機械有限公司有專業的流延膜生產線,公司主營的(de)流延膜製(zhì)造生產線有:TPU熱熔膠(jiāo)膜生產線,CPP/CPE流延膜生產線,EVA太陽能封裝膠膜(mó)生產線,PE衛(wèi)生透氣膜生產線,PVDF流延膜生產線,PP三維立體薄膜生產線,醫用血液淨化(huà)薄膜生產線,多層共擠阻隔膜生產線,LLDPE纏繞膜(mó)生產線等。
公司地址:江蘇(sū)省(shěng)南京市江寧區秣陵街道開拓(tuò)路11號
聯係方式:025 5183 9686/133 9078 0291