| 新聞資訊 | 發(fā)布(bù)日期:2020-8-22 發布者:91视频入口精工 |
流延膜故障與解(jiě)決辦法(fǎ)
在塑(sù)料領域中,流(liú)延膜具有極其關鍵的地位。南京91视频入口精工有豐(fēng)富的(de)流延膜生產線(xiàn)製造經驗,如:CPP,CPE流延膜生產線,EVA太陽能封膠封膜流延生產線,PE衛(wèi)生透氣流(liú)延膜生產線(xiàn),PVDF流延薄膜生產線(xiàn),PP三維立(lì)體流延薄膜生產線,多層共擠阻礙隔膜流延生產線,LLDPE纏繞膜流延生產線等。
塑料流延薄膜所產生的缺陷的主要由三個方麵的因素:原料、設備、工藝。要從根本上解決(jué)製(zhì)品缺陷,必(bì)須從這三(sān)個方麵著手(shǒu)進行。
1.原料
擠出成型(xíng)加工常使用複(fù)合材料,根據組分不同(tóng),可以把塑料分為單組分塑料和多組分塑料。
單組分塑料(liào)由一種樹脂組成,其中僅加入少量助劑(如著色機(jī)、潤滑劑、穩定(dìng)劑等),例如聚乙烯、聚苯乙(yǐ)烯、聚甲醛(quán)、尼龍等,對於這類樹脂(zhī)在選用時必(bì)須了(le)解熔融黏度、熔體流動速率、軟化溫度、吸水率等指標。
多組分塑料除樹脂外還必須加入數量較多的(de)其他助劑,這些助劑對塑料製品的性能影響很大,例如聚氯乙烯、酚醛等,尤其是在(zài)擠出製品中用得較多的聚氯乙烯,必須充分考慮原材料及配方、混合混煉工藝、分散效果和受熱曆程等因素。
2.設備方麵
應著重(chóng)考慮幹燥、配比、混合加料裝置的合理性、精(jīng)度,螺杆結構與擠出原料塑化關係(xì)、加熱與冷卻控製效果,換網器、計量泵(bèng)、模(mó)頭的結(jié)構和工藝特性、流延冷卻輥的(de)幾何參數、輥麵溫度,牽引速度、薄膜厚度、張力控製等。
3.擠出成型工藝方麵
所有的擠出工藝方案都離不開“熱”、“冷”、 “壓力”和“時間”。在生產操作時,應嚴格檢查溫(wēn)度、速度、壓(yā)力等技術條(tiáo)件以及冷卻介(jiè)質、用電功率變化情況。應(yīng)以(yǐ)擠出理論(lùn)為基礎,製定既經濟又(yòu)切實可行的加熱溫度、擠出壓力、物料在機筒(tǒng)內停留時間、冷卻定型工藝(yì)技術參數等。
產生製(zhì)品缺陷的原因是錯綜複雜的,有可能是多因素綜合作用結果,在處理製品質量缺陷過程中,凡因多因素的原(yuán)因所產生的缺陷如不能同時都改變其生產條件,應確定不變的(de)幾種因素,改變一種因素,進行逐項排查(chá),同時在全局上(shàng)加以綜合分析和考查(chá),直至徹底處理好製品(pǐn)的質量缺陷。
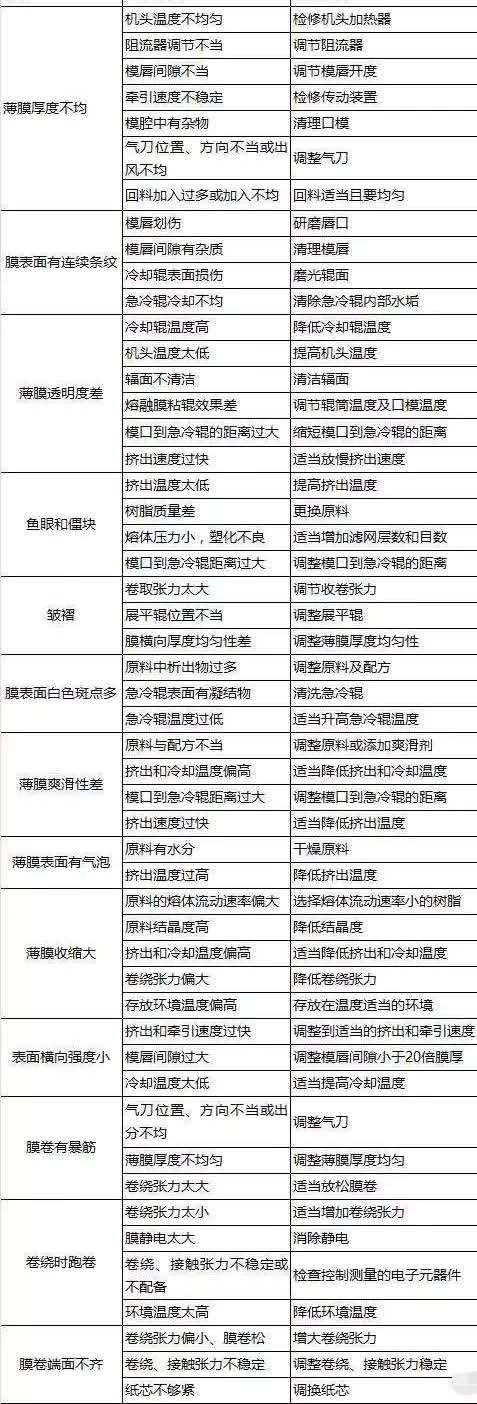
通常流延膜產生故障及原因